

how to make a sliding gate
Welded sliding gates usually have a metal frame regardless of the cladding. The frame is made from either Aluminium Square Hollow Department (SHS) or Square Steel Rolled Hollow Department (RHS). The bottom rails is normally wider to provide better bracing and support for a sliding gate.
Components needed are:
Notes:
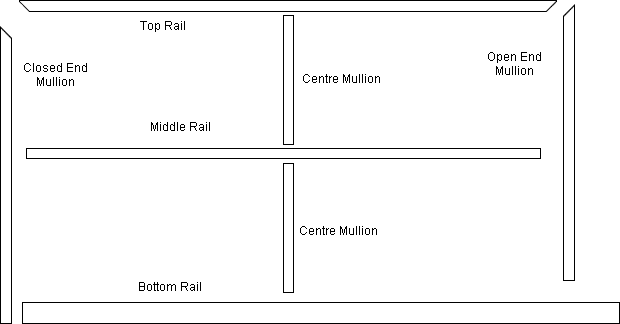
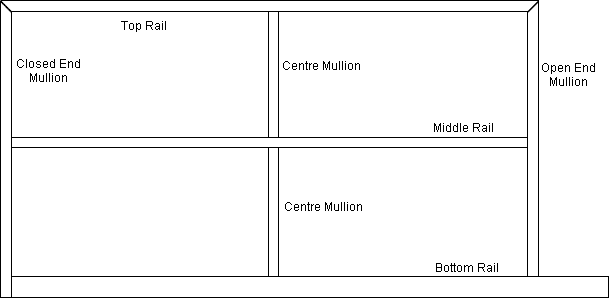
- The Heart Mullions are only necessary for gates with timber pickets, hardwood slats, metal slats or metal sheets fitted to the front of the gate. The centre mullions help stiffen the gate upwardly too equally provide something for horizontal timber or metallic sheeting to be screwed to.
- For gates with metal tubing welded to the frame centre mullions are Non necessary.
- Middle runway are only necessary for gates higher than 1.2m (iv') and have either vertical pickets, slats or sheeting fitted to the front.
- If a Guide rail and Block Guide arrangement is used then a guide track needs to be welded or screwed to the back of the height or middle rail of the gate.
- The closed end mullion butts onto the finish of the bottom track then information technology caps the bottom runway as well is provides good bracing.
- Mitred corners for the top rail are groovy, require no caps and provide skillful bracing.
- The open end mullion should butt onto the top of the bottom rail equally the lesser rail needs to extend out an extra 400mm (16") usually to allow for an automated gate operator.
For Bi-Parting Gates you brand two frames the same only the extended lesser rail on opposite sides and half the width of a single panel gate
READ MORE about Bi-Parting Gates
For Telescopic Gates you brand one with an extended bottom rail similar a single console gate except one-half the width and a second panel with no extended lesser rail. You lot also need a return.
READ More than about Telescopic Gates
Material Type, Size and Cutting.
The common size of material used for gate frames is 40mm (one 1/2") or 50mm (2") square hollow section with a ane.6mm (1/16") wall thickness if pre-galvanised steel or 3mm (one/8") if aluminium or steel that is to exist galvanised subsequently the gate is fabricated.
The lesser runway is usually 40mm (1 i/2") x 80mm (3") rectangular hollow section with the same wall thickness equally above.
You tin can cut Aluminium using a Drop saw with an Aluminium blade fitted, which will besides allow authentic mitres to be cut (45o cut). For steel you will need either a special metal cutting drop saw or an angle grinder with the thin metal cutting discs volition still work just take a petty longer and is fiddly.
Width of the Gate Frame
Normally a sliding gate should be broad enough so information technology will overlap the posts past 50mm (2") each side, which looks the nicest and fills in the gap on each side to some caste although how much depends on how far the gate sits behind the posts, which depends on the guide system used.
READ MORE about Space required for Sliding Gate
Peak of the Gate Frame
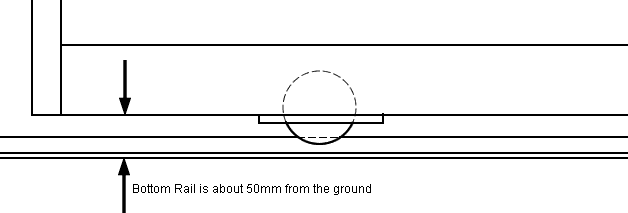
For gates with vertical timber palings or slats fitted to the front the frame should have the top rail lower than the palings or slats, otherwise the peak rail is at the very top of the gate. The gate will sit about 50mm (2") off the ground allowing for the gate rail and wheels fix into the bottom rail.
Rake Gate for Sloping Ground
If the driveway has gradient across it (camber) more than 25mm (1") and then its a adept thought to consider raking the bottom rails and peradventure the superlative runway likewise.
READ More more about Sliding Gates on Sloping or Uneven Ground
It's important to measure out the slope of your driveway every one metre or so to let for any rises or dips so when the gate is completed the ends of your gate will be plumb and you lot can brand sure the bottom runway doesn't contact the track at all.
READ MORE about Measuring upwardly a Sliding Gate
If you do demand to rake your gate and then information technology'south best to describe the profile of your driveway to calibration from your measurements on paper or with your favourite CAD program. So depict your gate allowing the lesser runway to be 50mm (2") above the basis where the wheels are to go the correct angle and rise of the gate.
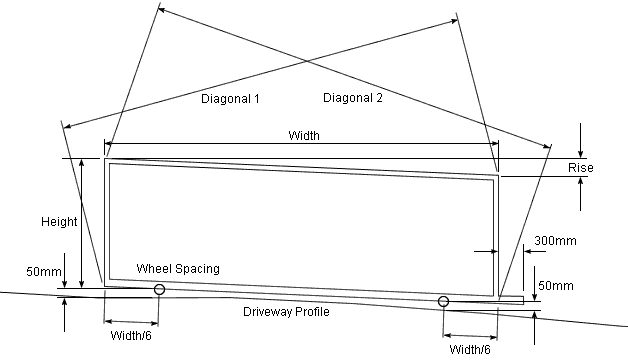
To observe the bending either measure information technology on your drawing or use some math: Angle = COS Ascent/Width
The Bending is handy for cutting the fabric and so if fits snugly making welding a lot easier because you don't need to fill up in any gaps. The Mitred corners for raked top rails need to accept half the affections added or subtracted to get this correct too. Best to correct all this down on the drawing earlier you offset cutting other wise it tin get very disruptive and mistakes are made.
The Diagonals are necessary to make certain your gate is the right shape when welding together otherwise the terminate mullions may finish upwardly out of plumb. You can mensurate the diagonals off your drawing or use some math:
Diagonal 1 = square root of (Height2 + Width2)
Diagonal 2 = square root of ((Summit + Rising)2 + Width2)
Holes Drilled or Cut before welding
Its easier to cut holes for the wheels before the frame is welded together. The wheel nearest the extended bottom rail should be placed relative to the mullion non the finish of the bottom rails extension and then the weight of the gate is balanced correctly. The bike holes can be cut with an angle grinder with a pocket-sized blade so information technology can cut deeper in the corners.
If your gate will take round vertical tubing fitted within the frame then you should drill holes for these in the frame earlier welding, equally this is quicker than plumbing equipment them all advisedly inside the frame. If y'all have a eye rail the alignment of the holes is much more critical so you tin slide them through.
Once you have all the components of your gate cut out and holes drilled (if needed) it'southward time to weld the frame together. If all you have is a small stick welder this volition do the job although takes a little longer than a MIG welder because you need to chip the slag off but the end upshot tin be but as good. If you lot choose to use Aluminium for your frame you tin can weld aluminium with a stick welder past buying Aluminium Rods.
If you have no welding experience it'south not something y'all can pick up playing around on a Sunday afternoon yous volition need someone with experience to show you how to weld and need to do on some fleck fabric first before attempting to weld a gate together. Welding classes are a good idea.
It'southward all-time to lay all the components out on a apartment surface and so they line up exactly with each other. If the surface you're laying them out on is uneven you tin can use small timber wedges to even it out and make certain it is all flat.
Welding the Frame Together
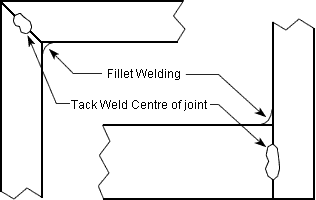
Tack the gate together first don't practice full welds to get-go with considering the estrus volition pull the whole frame out of shape, always tack weld in the middle of the join first as this will exist strong enough to hold the frame together to begin with and allows the full weld to be done neatly after. Its important to brand certain the frame is sitting flat.
If your gate will have round tubing fitted for cladding and you lot have a middle runway don't weld the bottom track in to begin with otherwise you won't be able to slide the tubes in place.
If your gate has NO rake make sure the diagonal measurements are the same so your frame will be foursquare. Also check the width and pinnacle.
If your gate has a raked bottom rail or both top and bottom track are raked check the diagonal measurements acquired before later on tacking as you lot tin still adjust information technology before any serious welding is done.
One time you have finished tacking and checking measurements plough the frame over and weld the full length of the joins on the other side making certain yous are penetrating the metal properly. If in dubiety as to how well you lot are penetrating utilise some off cuts outset and await inside the hollow fabric, if you are NOT penetrating well you won't see whatever melt marks within, if you lot are then you volition.
Turn the frame back over and finish the welds on the kickoff side. This will see that the frame holds it shape.
And so stand the frame up on the bottom rails holding it with something and do the fillet welds for the tops of all the rails as well every bit the outside mitred corners of the top rail. For butt welds and the outside edges of a mitred corner y'all volition demand to weld more quickly to avoid blowing holes in the fabric that can exist a lot of fiddling most to fill in.
Lastly stand the frame upside downwards on the height rail and fillet weld the underside of all the rails. Its important to weld all the style effectually each joint advisedly equally this is what braces and stiffens the gate, if not strong enough the welds may scissure and the gate fall apart.
Dressing the Welds
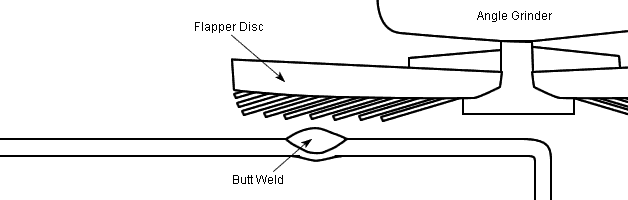
If you lot have fabricated dainty neat fillet welds they mostly don't need to exist dressed (sanded smooth) but the butt welds on the front and back faces of the gate and the outer edges of a mitred corner wait nicer if they are dressed. You will need an angle grinder to dress your welds using a flapper disc, which is made from lots of strips of sand newspaper layered at an angle so every bit they wear out fresh sand paper becomes prepare for use. A cheap 100mm (4") bending grinder volition do the job although a 125mm (5") angle grinder with at least a 1400 Watt motor will be much faster and is what the professionals utilize.
A new flapper disc tin also get into tight corners although a metal grinding disc may do and so ameliorate if need be.
You tin get different grades of flapper disc mostly a 40 grit volition cut faster but doesn't go out as finer stop as 80 Grit. It's faster to employ 40 dust to begin with to get the bulk of the textile off then alter to an eighty grit for the finishing and so employ an orbital sander with fourscore grit for the final finish.
Insetting Tubular Round Verticals
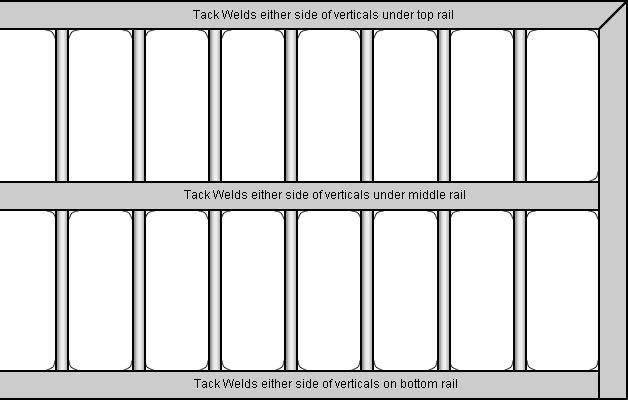
If a sliding gate is to have round tubing verticals set inside the frame then it's quicker to drill holes in the frame before welding the frame together and then slide the verticals into the holes and tack weld either side. If there'due south a middle rails it makes a neater task if the verticals are slipped through the centre rail and tacked on the bottom of the centre runway only. The bottom rail should not be welded until the verticals have been fitted every bit they will need to slide in from the bottom through the middle runway.
To get spacing for the verticals so they fit evenly into the frame take the altitude between the inside of the mullions and separate this by the distance you want between centers of the verticals. This will give you lot the number of gaps between verticals. Then if you take the distance between mullions and separate it by the number of gaps y'all will get the exact distance between verticals to get them to fit in nicely. Then make a list of the distances each vertical heart is from one end of the gate by adding the altitude between vertical to the width of the frame for centre of the first vertical than add the aforementioned distance to this for the 2d vertical and repeat adding for each other vertical. The number of verticals is the number of gaps less one.
Measuring the position of each vertical from one terminate is much more than accurate than measuring betwixt each vertical, considering each fourth dimension you measure out between verticals any error will exist added to the adjacent measurement so by the time you lot get to the end you could be quite a way out and the concluding vertical may exist likewise close or also far from the mullion.
For Square or Rectangular Verticals set into the Gate Frame
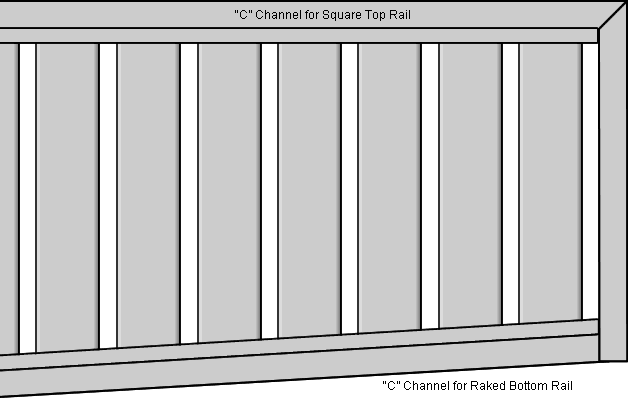
If the gate is to have square or rectangular verticals set into the frame and then information technology's quicker to fit "C" shaped channels inside the peak and bottom rails and centre rail if exists and so the verticals can be slipped into the channels and riveted in place. This way the verticals don't need to cutting extremely accurately and if the gate is raked then the verticals can nevertheless exist cut square otherwise trying to cutting angles and fit them accurately inside the frame tin can exist very time consuming. Besides by riveting the verticals in this you can have them a unlike colour to the frame.
To get the exact gap betwixt these so they fit evenly into the frame accept the altitude betwixt the inside of the mullions and divide this by the width of the verticals + the gap yous want and this volition requite the number of verticals. Now multiply the number of verticals past the width of the verticals to find out how much space they will take upward in total. Then subtract this from the full altitude between mullions to get the total gap space and divide this by the number of verticals + one to get the exact gap. Then brand a list of the distances each verticals edge is from one end of the gate by adding the gap to the width of the frame for first border of the outset vertical than add the gap + width of vertical to this for the second vertical and repeat adding this for each other vertical.
Measuring the position of each vertical from one finish is much more than authentic than measuring betwixt each vertical, considering each fourth dimension you measure betwixt verticals any mistake will exist added to the next measurement then by the time you go to the cease you could be quite a way out and the last vertical may exist too close or too far from the mullion.
For Verticals fitted to the Front end Face up of the Gate
If the gate is to have circular, foursquare of rectangular metal verticals fitted to the front of a gate frame (face mounted) then it's quicker to lay them all out on a flat surface, identify the frame on pinnacle, marshal all the verticals to the frame then weld them in place from the back of the gate so the welds aren't seen from the front.
If the gate is to take timber palings, these tin simply be screwed on the front and square or rectangular timber battens that are thick enough can be screwed from the dorsum so the screws aren't seen, although angles will need to be fitted to the frame for these screws.
To go the exact gap betwixt these so they fit neatly onto the frame dissever the width of each vertical + the gap you want from the width of the gate to go the number of verticals. Then multiply this number past the width of the vertical to fins out how much space they all demand. Subtract this total from the width of the gate to get the full amount of space for the gaps then dive this past the number of verticals less one to get the verbal gap. And then make a list of the distances each verticals edge is from 1 finish of the gate, with vertical is lined up with the edge, the 2nd is the width of a vertical + gap, then each vertical later on this will exist the previous one + the width of the vertical + the gap.
Measuring the position of each vertical from one end is much more accurate than measuring between each vertical, because each time you measure out betwixt verticals any error will be added to the adjacent measurement so by the time you get to the end you could exist quite a way out and the final vertical may be too shut or likewise far from the mullion.

Source: https://www.grantsautomation.com.au/index.php?page=4
Posted by: stoneyoutims.blogspot.com
0 Response to "how to make a sliding gate"
Post a Comment